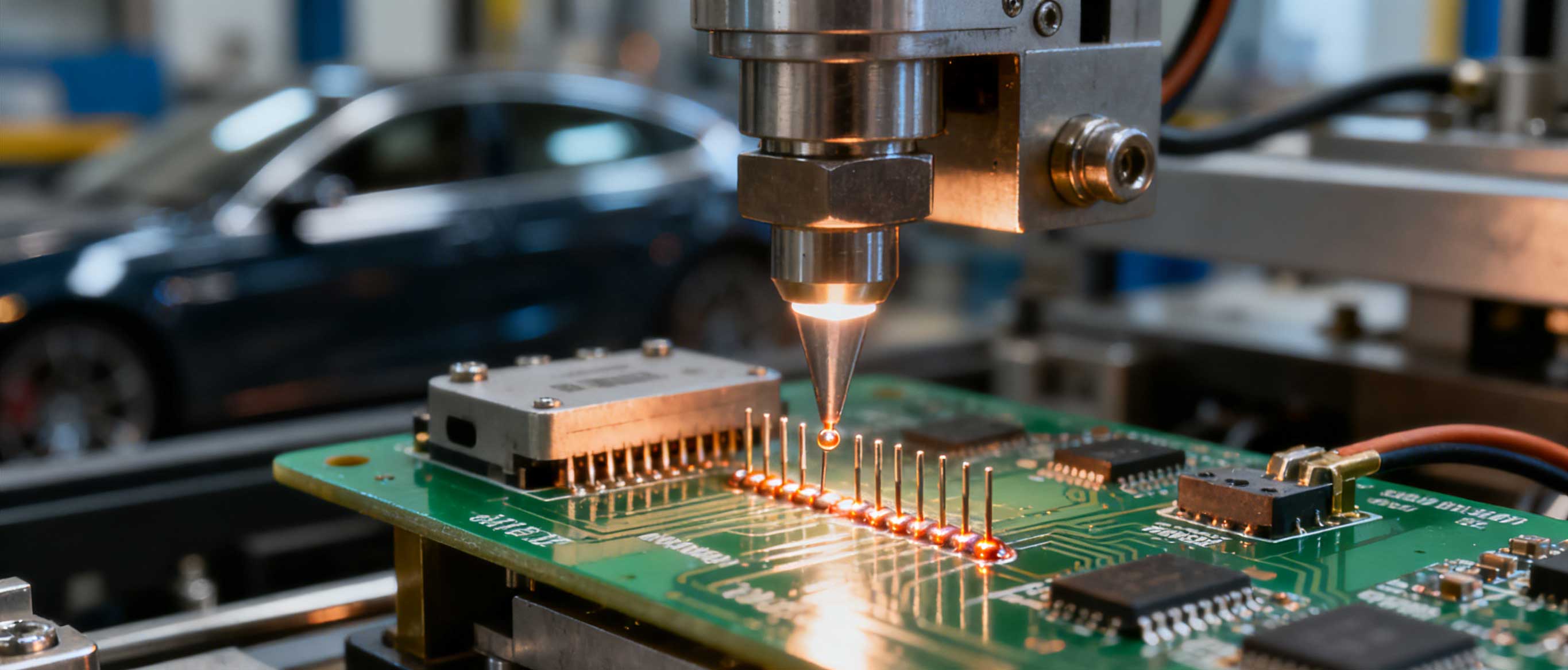
激光锡球焊接机与激光恒温焊接机均属于激光锡焊领域(区别于传统激光焊接金属),核心差异在于供料方式、温控特性、适用场景三方面。下面从多个维度详细对比,帮你快速选型。
一、核心定义与本质区别
激光锡球焊接机: 以预制锡球为焊料,通过激光瞬间加热熔化锡球,结合保护气将熔锡喷射至焊点完成焊接的设备,重点在“锡球供料”,是一种定点、定量的精密焊接方案
激光恒温焊接机:以激光为热源,通过闭环温度反馈系统实时控制激光功率,使焊点温度恒定在设定值的焊接设备, 重点在“恒温控制”,是一种过程可控的焊接技术,可适配多种供料方式(锡丝/锡膏/锡球)
二、关键技术参数对比
供料方式:预制锡球(0.06~2.0mm),通过振动盘+负压吸附分球系统精准供给,单球误差±0.01mm内,可兼容多种供料:连续送锡丝(最常用)预涂锡膏、锡球(需适配供球模块)
温控方式 :多为开环/半闭环控制,通过激光能量精准匹配锡球熔化需求, 闭环实时温控(红外测温),温度波动可控制在±5℃内,支持100-600℃连续可调
加热特点:瞬间高温(毫秒级),局部热影响区极小(约0.2mm²)恒温加热,升温速度可控,热影响区均匀,适合热敏元件
焊接效率:高速定点焊接(3-5球/秒),适合批量点焊,连续焊接能力强,适合拖焊、长焊缝、引脚连续焊接
焊点形态:焊点饱满、一致性高,无飞溅(因锡球不含助焊剂),焊点光滑、润湿均匀,可通过温度曲线控制焊点成型
设备结构:需集成锡球供给系统(储球、分球、送球机构),结构较复杂,核心是温控系统+激光头,结构相对简洁,可灵活搭配自动化平台
三、工作原理详解
1、 激光锡球焊接机工作流程
锡球准备:储球容器中的锡球经振动盘排序,负压吸附分球系统筛选出单个合格锡球
定位:CCD视觉系统精准定位焊点位置
加热喷射:激光束聚焦加热锡球,瞬间熔化后,高压高纯氮气将熔锡喷射至焊盘
成型冷却:熔锡在表面张力作用下润湿铺展,保护气氛围下快速冷却形成焊点
2、激光恒温焊接机工作流程
预热:激光束聚焦焊点,按预设升温曲线加热至目标温度
恒温控制:红外测温仪实时监测焊点温度,反馈给控制系统调整激光功率,维持温度恒定
供料焊接:同步送入锡丝/锡膏,熔锡均匀润湿焊点
冷却:按设定降温曲线冷却,避免热冲击
四、优缺点对比
激光锡球焊接机
✅ 优势:
- 定量精准:锡球体积固定,焊点大小一致,适合高密度引脚(如0.15mm间距)
- 无飞溅残留:锡球不含助焊剂,焊接后无需额外清洗
- 非接触无压力:避免机械压力导致的基材变形(如FPCB凹陷)、元件损伤
❌ 局限:
- 成本较高:需定制锡球,设备集成度高,初期投入大
- 灵活性低:更换锡球规格需调整分球系统,适合单一或少数规格焊点
- 不适合连续焊缝:更擅长“点”焊接,而非“线”焊接
激光恒温焊接机
✅ 优势:
- 温控精准:适合热敏元件(如半导体芯片、传感器),避免过热损坏
- 通用性强:适配多种供料方式,可应对复杂焊点形态(点/线/面)
- 工艺可调:可编辑多组温度曲线,适配不同材质/厚度的焊接需求
❌ 局限:
- 对供料稳定性要求高:连续送丝时需保证送丝速度均匀
- 需助焊剂:使用锡丝/锡膏时会产生助焊剂残留,可能需要清洗
- 设备调试复杂:需根据焊点特性优化温度曲线、激光功率等参数
五、选型建议
1. 选激光锡球焊接机:
- 需高精度、高一致性的定点焊点(如BGA返修、芯片引脚)
- 对无飞溅、无残留要求高(如医疗/半导体领域)
- 批量生产,焊点规格单一或较少
2. 选激光恒温焊接机:
- 对温度敏感的元件(如精密传感器、柔性电路板)
- 需连续焊接(如电池引脚、长焊缝)
- 多品种、小批量生产,需灵活适配不同焊点形态
3. 进阶方案:部分高端设备可实现“锡球+恒温”双模式,兼顾精准供料与温度控制,适合复杂精密焊接场景

Copyright 2014-2027
江苏PA娱乐智能装备有限公司
![]() 公安号:952314869665
公安号:952314869665
![]() 苏ICP备:15308545号-1
苏ICP备:15308545号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线